|
| |
Got problems
with wrinkles, tears or improper work hardening
in draw and form operations?
The application
below can monitor key characteristics of these processes during the hit and
provide process verification on every part. These are very advanced
systems using much of the SAMview software family for accomplishing the
task. In-die force sensors are a must for meeting todays quality
standards. However, the illustrations below use press connection mounted
strainlinks and work well for process analysis.
Using the Signature Technologies SA-2000 Statistical Analysis Module
(SAM),
SAMview software
with the
SPCview/FeatureView
and the exclusive Patented Ford Features.
Signature
Technologies has cooperatively developed with Ford
Motor Company a means of determining percentage variation of material
thickness away from nominal IN CASES where a free stretch draw is made by
measuring the force during the draw and post-processing the data with
algorithms developed and patented by Ford Motor Company.
In practice, one ST feature
called "Ratio" is taken at the beginning of the draw process, and
another "Ratio" feature is obtained later in the draw, well up the
force slope. ST
processes are used to eliminate the draw ring backpressure so that only the
draw forces are considered.
The system works by post processing the returns from the
"Ratio" features with the patented Ford algorithm to discern changes
in the amplitude, and the slope of the signature.
|
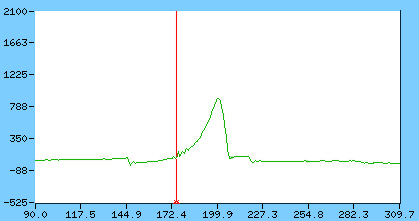 |
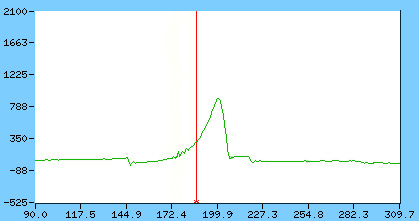
| The feature screens are shown in the screen
shots to the right.
These illustrate how the features are extracted from the signatures which
later are used in the calculations performed.
Note the placement of the Ratio Features, red vertical lines,
on
the forming slope. |
 |
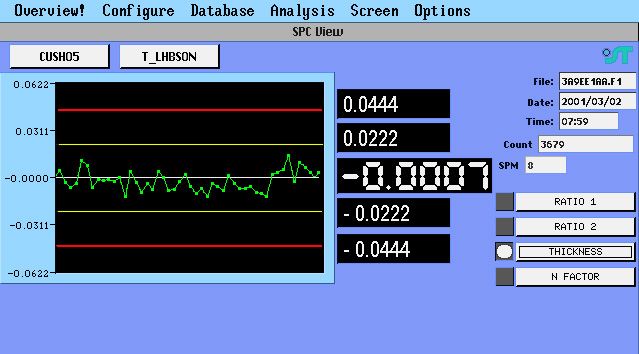
The screen
capture to the right shows variations of stock
thickness in fractions of a percent from nominal on every panel. Selection of N Factor would provide another
critical material property. Display
shows the quality and control limits of the process and displays the measured
values.
|
 |
The SAM™ module can handle measurement inputs in
groups of 8 up to 56 total points
Signature Technologies can supply a wide variety of solutions to various manufacturing process
problems dealing with measurement, verification of properties, tool condition,
and machine health. We can also “close
the loop” by performing process adjustments in response to specific variations
in force, location, or shape of the work piece, as well as more simple controls
which can track and reject specific parts which don’t meet specific quality
criteria.
For a .pdf file copy of this bulletin please click here.
|
