Got Problems with Part Surface Hardness Variation?
Using this technique you can monitor part hardness variation on every part
as it is being made...hit after hit!
The Signature Technologies SA-2000 “SAM” module, and
Signature
Technologies “SamView™” Software package can be used to monitor the
hardness of material feeding into a Punch press to insure that its
characteristics are proper for the process being performed.
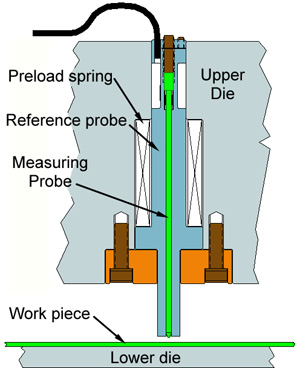 Rather
than sampling occasionally using a superficial hardness tester, the illustrated probe can
perform the same type of test every stroke of the machine so that each
part can be individually verified as being with a certain range of material
hardness.
Rather
than sampling occasionally using a superficial hardness tester, the illustrated probe can
perform the same type of test every stroke of the machine so that each
part can be individually verified as being with a certain range of material
hardness.
The system works by measuring by force inference how deeply
the probe embosses the subject material each stroke of the press. The probe is arranged in such a way that
variations in the press stroke are canceled out, and do not effect the
measurement.
The measurement can either be calibrated, or comparative
depending on the application.
Measurements calibrated in familiar units require post processing to
linearize the response of the sensor.
It is recommended that the sampling location be in an area of
the work piece, which is either centered, OR close to a “Material Variation
Critical” area of the part. It should
be located in a position that will be blanked out in the finished part if
possible - OR a location where the testing embosses will not be a problem in
the finished part. Probes can be
designed for various ranges of hardness, and materials. The indentation in most cases will be less
than 0.010 deep.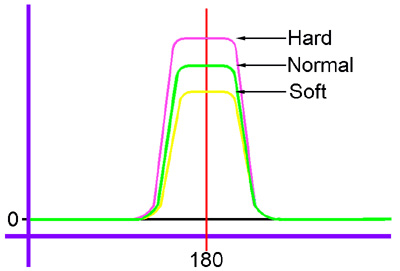
In the signature
to the right the amplitude (peak) appears to be the monitored variable but it is
actually the phase difference in the leading portion
of the signature the provides the most reliable information.
The amplitude can vary considerably due to noise since the system is no longer
in compliance (work is done as one approaches the peak).
Signature Technologies can supply a wide variety of solutions to various manufacturing process
problems dealing with measurement, verification of properties, tool condition,
and machine health. We can also “close
the loop” by performing process adjustments in response to specific variations
in force, location, or shape of the work piece, as well as more simple controls
which can track and reject specific parts which don’t meet specific quality
criteria.
For a .pdf file copy of this bulletin please click here.
